

Impresora 3D con Calibración Automática
Las ventajas que este sistema tiene, es que nunca mas tendrás que volver a calibrar con la mano la impresora, se hace una sola vez y quedo, es casi magia
Primera parte: Conectar electronica

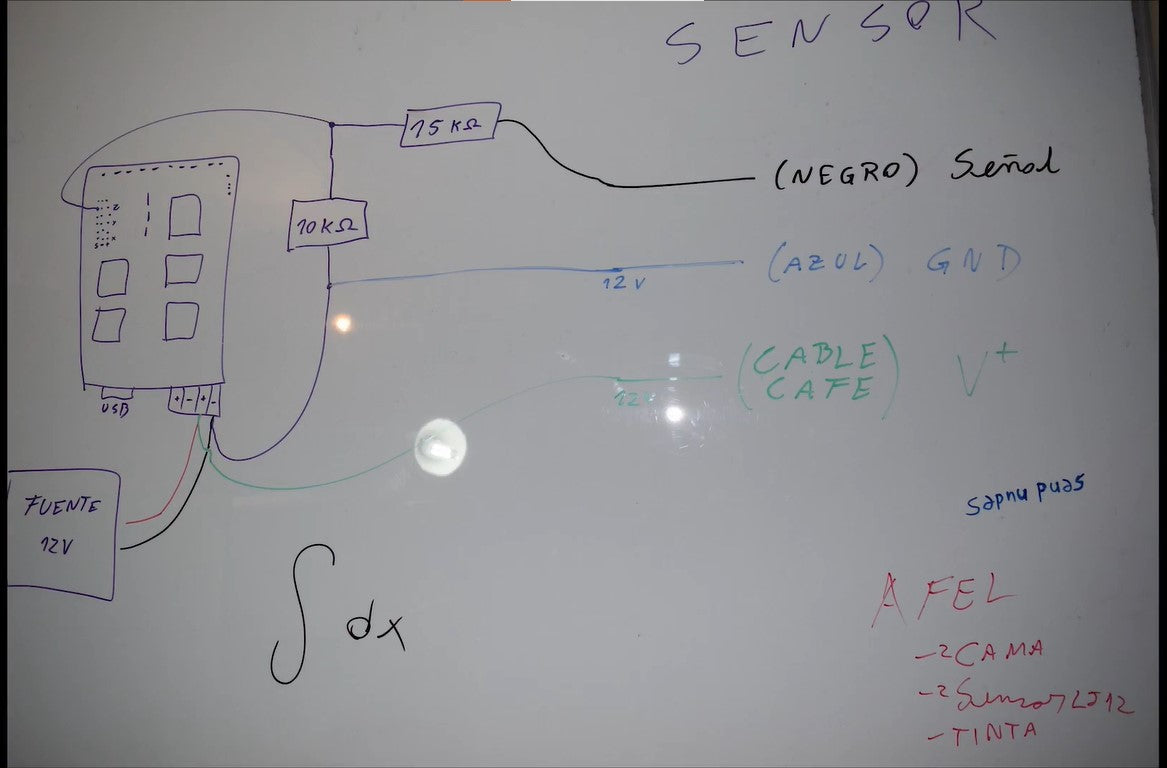
Diagrama de conexión para obtener tu impresora 3d con nivelación automática
A la izquierda de la imagen, se encuentra la fuente de poder y la placa Ramps, a la derecha están los cables del sensor
Recursos adicionales para obtener tu impresora 3d con nivelación automática
Pieza de la tobera (imprimir sin soportes)
Piezas de la puntas de la cama
Modelos de Sensores a color en tu maquina
Sensor Capacitivo:
Tiene menor fidelidad en la distancia de detección, pero detecta todo tipo de superficies.
Recomendado el: LJC18A3-B-Z/BX NPN
Sensor inductivo (recomendamos ésta opción):
Sensor inductivo, mayor fidelidad en la detección, siempre detecta la misma distancia, pero solo detecta metales magneticos.
Ojo: el Aluminio no es un metal magnetico
El que recomendamos y usamos en nuestra maquinas es el "LJ12A3-4-Z/BX NPN"
NPN o PNP:
NPN: normalmente cerrado, está apagado, cuando detecta inducción, se prende o dispara la señal
PNP: normalmente abierto, siempre está encendido y cuando detecta, se apaga o termina la señal
Segun el tipo de lazo, abierto o cerrado, tendras que configurar la logica en el Marlin o invertirla.
Segunda parte: Modificar el Firmware
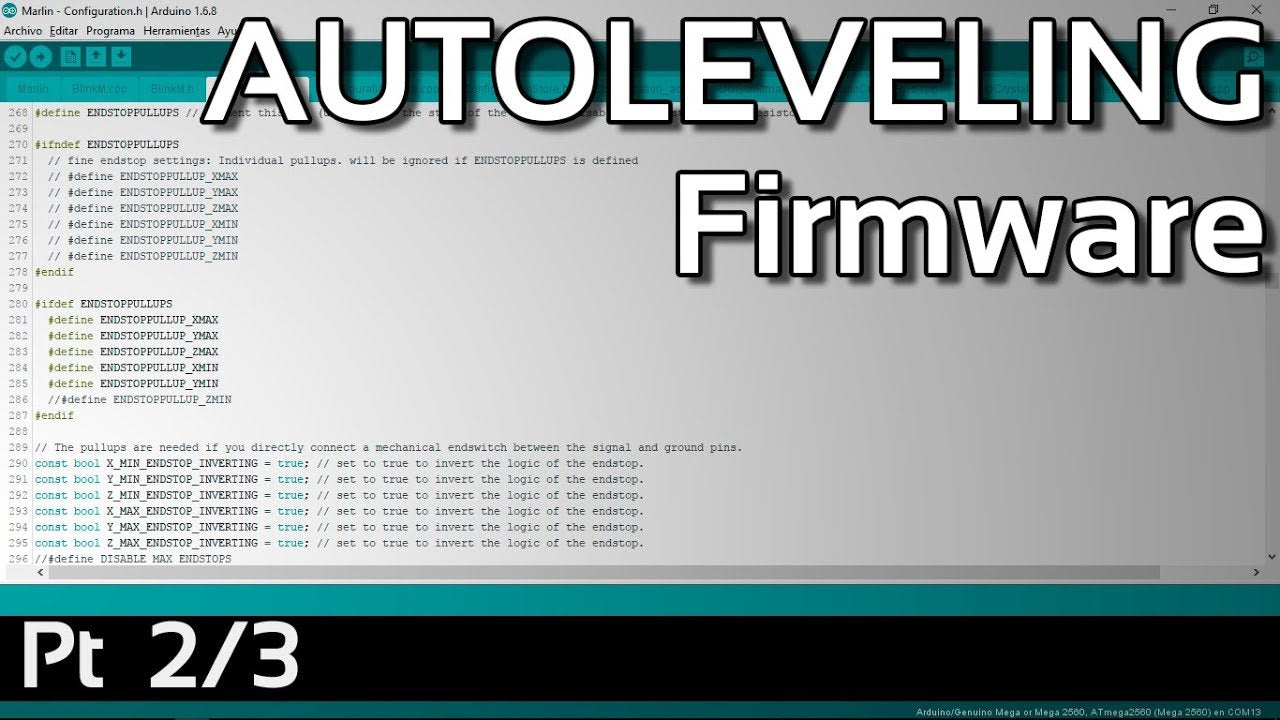
Previo a modificar el codigo de tu Marlin, recuerda guardar un respaldo de tu versión estable de Marlin
Tercera parte: Modificar el Gcode
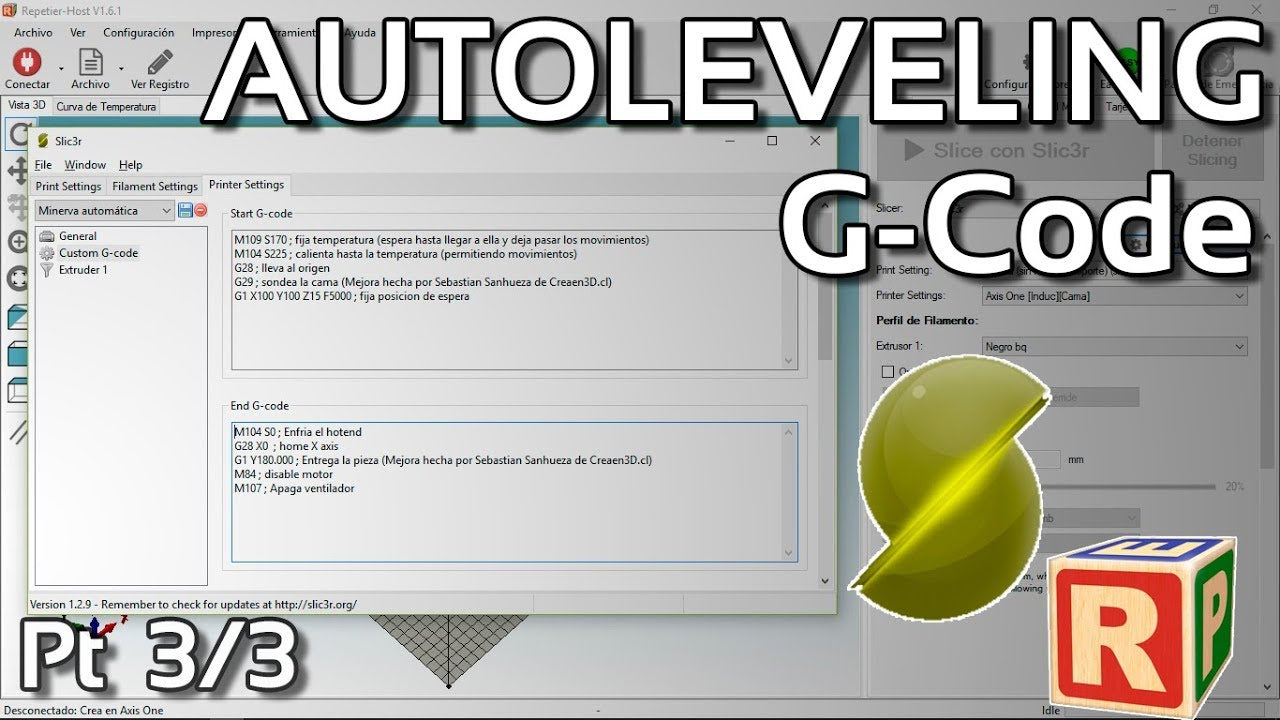
G-Code para tener la impresora 3d con calibración automática
El código Gcode son las instrucciones que lee la impresora 3D para hacer tu pieza, y para aplicar las mejoras que hemos hecho tenemos que colocar los siguientes códigos, al inicio y al final, tal como se muestra en el video
Star G-Code (codigo inicial)
M109 S170 ; fija temperatura (espera hasta llegar a ella y deja pasar los movimientos)
M104 S225 ; calienta hasta la temperatura (permitiendo movimientos)
G28 ; lleva al origen
G29 ; sondea la cama (Mejora hecha por Sebastián Sanhueza de print3x.cl)
G1 X100 Y100 Z15 F5000 ; fija posición de espera
End G-code (codigo Final)
M104 S0 ; Enfria el hotend
G28 X0 ; home X axis
G1 Y180.000 ; Entrega la pieza (Mejora hecha por Sebastián Sanhueza de print3x.cl)
M84 ; disable motor
M107 ; Apaga ventilador
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.